Specializzata nella costruzione di stampi per la termoformatura, Termostampi ha recentemente sviluppato un set di stampi per la produzione di vaschette con coperchio in PET. Il set composto da 4 unità distinte da installare sulle rispettive 4 stazioni della termoformatrice e corrispondenti alle 4 fasi del processo produttivo: formatura, foratura, taglio e impilaggio.
Il set di stampi consente la produzione di 10 vaschette, con dimensioni (da chiuse) di 125x125x40 mm, a ogni ciclo ed è in grado di lavorare a un ritmo di 30 cicli al minuto. Le 4 quattro unità sono realizzate prevalentemente con materiali, quali leghe di alluminio del tipo utilizzato nell’industria aeronautica, ma anche con piastre in acciaio laddove è richiesta una particolare resistenza meccanica.
Per quanto riguarda l'attrezzo di formatura (prima stazione), particolare attenzione è stata posta al raffreddamento, la cui efficienza è stata ottenuta attraverso l'ottimizzazione dei circuiti di passaggio del liquido all'interno dello stampo. Anche i circuiti di circolazione dell'aria necessaria al processo di formatura sono stati ottimizzati in funzione di una maggiore rapidità del processo stesso. Su alcuni particolari sono stati eseguiti trattamenti di rivestimento superficiale (ossidazione dura, nichelatura) atti a garantire una buona resistenza alla corrosione che si può verificare in presenza di umidità.
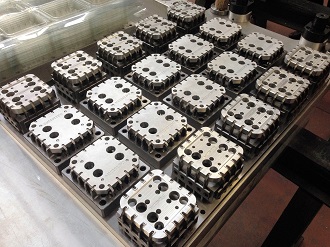 Un cenno particolare merita l'attrezzo di foratura (seconda
stazione), che, a goni ciclo, permette di realizzare una serie di cave a
cavallo tra il fondo e le pareti di vaschetta e coperchio. Questo è possibile
grazie alla presenza nel semistampo superiore di ben 320 singoli punzoni, che
si vanno a impegnare in 20 matrici di foratura nel semistampo inferiore. Sia i
punzoni sia le matrici sono realizzati in un particolare tipo di acciaio
legato, adatto a conferire, dopo opportuni trattamenti termici, un’elevata
resistenza all'usura necessaria a garantire un buon mantenimento degli spigoli
affilati delle parti trancianti. Inoltre, sempre allo scopo di garantire un
taglio preciso senza sbavature, le parti trancianti sono state sagomate con la
massima precisione, ossia tenendo tolleranze di lavorazione molto strette.
Un cenno particolare merita l'attrezzo di foratura (seconda
stazione), che, a goni ciclo, permette di realizzare una serie di cave a
cavallo tra il fondo e le pareti di vaschetta e coperchio. Questo è possibile
grazie alla presenza nel semistampo superiore di ben 320 singoli punzoni, che
si vanno a impegnare in 20 matrici di foratura nel semistampo inferiore. Sia i
punzoni sia le matrici sono realizzati in un particolare tipo di acciaio
legato, adatto a conferire, dopo opportuni trattamenti termici, un’elevata
resistenza all'usura necessaria a garantire un buon mantenimento degli spigoli
affilati delle parti trancianti. Inoltre, sempre allo scopo di garantire un
taglio preciso senza sbavature, le parti trancianti sono state sagomate con la
massima precisione, ossia tenendo tolleranze di lavorazione molto strette.
Per ottenere la centratura tra semistampo superiore e quello inferiore, per l’intera corsa di chiusura tutto viene guidato da 4 colonne guida a rotolamento, per ridurre al minimo l’attrito, più altre 4 guide a scorrimento, per offrire, nella fase appena precedente la foratura, una maggiore rigidità nell'accoppiamento.
L'attrezzo di taglio perimetrale (terza stazione) è composto da una classica fustella piana nel semistampo superiore a cui si oppone una lamiera di riscontro di durezza adeguata nel semistampo inferiore. Da notare che le fustelle sono libere di autocentrarsi sulla stampata in arrivo dalle stazioni precedenti al fine di ottenere una migliore uniformità del bordo esterno del prodotto.
 Infine,
l'attrezzo di impilaggio (quarta stazione) è composto nella parte inferiore da
una struttura portante i piattelli espulsori, che provvedono, con il loro
movimento verticale, a separare i prodotti dal film in avanzamento e a depositarli
su un primo livello di accatastamento nella parte superiore e poi, a intervalli
regolari, a trasferire la pila di prodotti su un secondo livello,
da cui viene trascinata verso il tappeto di trasporto.
Infine,
l'attrezzo di impilaggio (quarta stazione) è composto nella parte inferiore da
una struttura portante i piattelli espulsori, che provvedono, con il loro
movimento verticale, a separare i prodotti dal film in avanzamento e a depositarli
su un primo livello di accatastamento nella parte superiore e poi, a intervalli
regolari, a trasferire la pila di prodotti su un secondo livello,
da cui viene trascinata verso il tappeto di trasporto.
Most read news