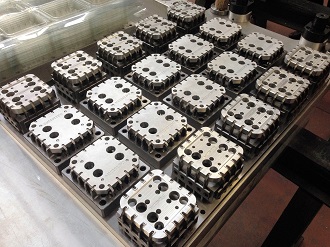
A specialist manufacturer of thermoforming moulds, Termostampi has recently developed a set of moulds for the production of PET containers with lids. The set comprises four separate units designed to be mounted on the respective thermoformer stations, which correspond to the four steps in the production cycle: forming, punching, cutting and stacking.
This set of moulds allows the production of 10 containers per cycle - the containers (when closed) measure 125x125x40 mm - and it can work at a rate of 30 cycles per minute. The four units are made mainly from materials of the kind used in the aeronautical industry, such as aluminum alloys, although steel plates are also used when particular mechanical strength is needed.
With regard to the forming tool (first station), particular attention has been paid to the cooling process, whose efficiency has been optimized through optimization of the fluid flow through the circuits inside the mould. The air circulation circuits - air is also needed for the forming process - have been optimized, too, to support the faster processing. Some of the parts have undergone surface treatments (hard anodizing, nickel plating) to ensure good resistance to corrosion, which can occur in the presence of moisture.
 The punching
tool (second station) deserves a particular mention. With each cycle, it allows
the creation of a series of hollows between the bottom and sides of the container
and the lid. This is made possible by the presence in the top half mould, of 320
single punches, which engage in 20 matrices in the bottom half mould. Both the
punches and the matrices are made from a particular type of alloy steel, able
to confer, after an appropriate heat treatment, the high wear resistance that
is necessary to guarantee good maintenance of the sharp edges of the cutters. Furthermore,
again in order to ensure precise cutting without burrs, the cutters have been
shaped with the utmost precision, i.e. allowing only very narrow machining
tolerances.
The punching
tool (second station) deserves a particular mention. With each cycle, it allows
the creation of a series of hollows between the bottom and sides of the container
and the lid. This is made possible by the presence in the top half mould, of 320
single punches, which engage in 20 matrices in the bottom half mould. Both the
punches and the matrices are made from a particular type of alloy steel, able
to confer, after an appropriate heat treatment, the high wear resistance that
is necessary to guarantee good maintenance of the sharp edges of the cutters. Furthermore,
again in order to ensure precise cutting without burrs, the cutters have been
shaped with the utmost precision, i.e. allowing only very narrow machining
tolerances.
To obtain correct alignment of the top half mould with the bottom half mould, throughout the entire closing travel, everything is controlled by four roller guide columns, to minimize friction, and then by four sliding guides, to ensure, in the phase just before the punching step, firmer coupling.
The perimeter cutting tool (third station) is composed of a classic flat cutting die in the top half mould which meets a suitably hard abutment plate in the bottom one. It should be noted that the dies freely centre themselves on the moulded piece arriving from the previous stations, as this ensures better uniformity of the outer edge of the product.
 Finally,
the stacking tool (fourth station) has, in its lower part, a structure
supporting the ejector plates, which, by means of their vertical movement, detach
the products from the moving film and deposit them in a first stacking position
in the upper part. Thereafter, at regular intervals, it transfers these stacks
to a second level, from where they are dragged towards the conveyor belt.
Finally,
the stacking tool (fourth station) has, in its lower part, a structure
supporting the ejector plates, which, by means of their vertical movement, detach
the products from the moving film and deposit them in a first stacking position
in the upper part. Thereafter, at regular intervals, it transfers these stacks
to a second level, from where they are dragged towards the conveyor belt.





Notizie più lette