Intelligent injection stretch blow moulding for high flexibility, productivity and quality

Honey, ketchup, detergent bottles, cosmetic and pill packaging or baby bottles - the product variants that are created on the Blowliner of the Kiefel daughter company Mould & Matic from the Austrian town of Micheldorf are just as diverse as their design. With the development of the single-stage injection-stretch blow moulding machine, the plastics specialist has opened up a new market. Although he was a newcomer in the blow moulding industry, success has not been slow. Bernhard Hornhuber, sales manager for blow moulding technology, developed the Blowliner and is rightly proud of his baby: "Customers really appreciate the fact that they get the complete line - from granulate to packaging - from a single source". In the cosmetics, the machines are now in use pharmaceutical and food industry, the order books are well filled and in the halls of the Austrian the technicians are producing more Blowliners at full speed.
The machine is available in three sizes. The bestseller is the Blowliner Medium with a material throughput of up to 130 kg PET per hour. Like its smaller and larger siblings, it also processes PET, PP and HDPE. Thanks to its intelligent concept, it can be upgraded to multilayer applications at any time. Above all, the premium sector, which attaches great importance to the high quality and transparency of packaging, and where the quantities are between three and 20 million, values the 1-stage system. Hornhuber gets to the heart of the reasons: "Our clients produce sophisticated packaging. They must meet high quality requirements regarding transparency and dimensional accuracy. Most customers produce medium quantities and they want the flexibility to produce different containers with volumes between 10 millilitres and 5 litres on the same machine. The Blowliner fulfills all of these wishes and thus contributes to sustainable high plant utilization at our customers".
 A look at the details
A look at the details
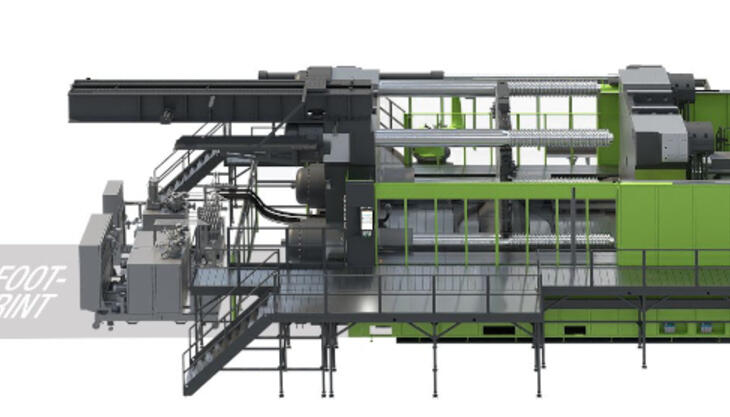
A closer look at the design of the Blowliner reveals this. The injection moulding unit is at the beginning of the linear machine. This is a vertical hydraulic Engel machine with up to 4,000 kN clamping force and a clamping surface of up to 800 x 1000 mm - depending on the size of the system. The plasticizing unit processes PET, PP and HDPE. Here the preforms are created; depending on the product these range from eight to 64 cavities. Each machine can be upgraded with a unit for the production of multi-layer preforms. This permits production of preforms made of PP with barrier layers of EVOH or PET with PA. Still warm, they are removed by a linear robot with a gripping mandrel and the preforms are transferred to the stretch-blow unit with a clamping force of up to 400 kN. The machine works with one to four-rows blow tools that accept preforms with diameters from 10 to 150 mm. Each series of cavities has its own pre- and main blow valve so that the pre- and main blow pressures can be set individually. This makes it possible to run different product variants on one tool. The entire stretch-blow unit has servo motor drives that provide exact repeatability, precision and energy efficiency. The valve technology makes it possible to set the pilot and main blow pressures in increments of 0.1 bar. A customer-specific blow study determines the optimal material distribution in the blow mould during the proving process. Optionally, process monitoring can use pressure sensors to measure the main blow pressure while it is applied. If the pressure drops unexpectedly, the plastics processor immediately receives an alarm message. If a customer wishes, the Blowliner is available as a spray-blower without the stretching component.
At the end of the blowing process, the vacuum gripper of the integrated linear unloading system removes the finished products from the tool and places them precisely on a conveyor belt or directly in boxes.
 Smart tool technology
Smart tool technology
Many considerations flowed into the tool technology during the conception of the Blowliner. Hornhuber recalls: "Our goal was to increase the number of cavities and thus productivity with additional optimized cycle time for existing plants. At the same time, we wanted to enable our customers to make optimum use of the machine. It should be possible to use the hot side of the tool to manufacture very different products in terms of size and thus number of cavities. This gives the user a very high level of flexibility in their production". The solution lies in a balanced hot channel tool with a needle lock system. One question is primary to each new order: which products does the customer want to manufacture on the machine today and what does the future hold? Even if a two-rows 12-cavity tool is initially used for products with an article weight of 15 g, the same hot side can later be used for products made of PET, PP or HDPE with, for example, 35 g article weight. "The customer is prepared for future developments and can react quickly to new challenges", clarifies Hornhuber. Before Mould & Matic manufactures the series tools, the company first builds test tools and optimizes the end product for them.
The capacity for different product sizes and tool configurations, however, was by no means everything. Quick tool changes should be included, which can even be handled by a single operator if necessary. An air cushion tool carrier for the injection mould and one on rollers for the blow moud make the quick change possible. A hall crane is unnecessary. The tool changes are easy. The operator uses the equipping carriage to move the tool to the machine and quickly and ergonomically changes the injection mould by means of a cable pull and roller conveyors. Satisfied Hornhuber reports: "A complete tool change from good part to good part takes only five to six hours for a trained technician. If only the blow-form is being changed, this can be handled within 30 minutes".
High vertical integration
In practice, these many little details are worth gold. One Mould & Matic customer produced four different items on his Blowliner M for the first two years. Fast tool changes and high flexibility regarding size and design of the preforming and blowing tools were essential. Then one of the articles was discontinued. He had to change from a 30 ml vial to a five litre container. "No problem", says Hornhuber. "This variety can be realized effortlessly with our tooling technology".
Except for the injection moulding machine and the hot channel system, all components of the Blowliners are from Mould & Matic. The entire machine control and software comes from Micheldorf and is programmed in Beckhoff. To optimize process reliability, camera inspection of the containers and a leak test are optionally available. The company advises on the choice of materials and the design of preforms and bottles. The preforms determine the cycle times of the stretch-blow process, therefore the material distribution in the final product and thus wall thicknesses. Hornhuber affirms: "Intelligent preform design saves money because we can realize material savings and higher cycle times."
The Blowliner M permits cycle times of ten seconds, the little brother Blowliner S can even manage less than eight seconds. This gives the market a spray-stretch-blow technology that plays in premiere league when it comes to top league quality, flexibility and productivity.


Most read news