Secondo l'accordo di Parigi, nel 2050 il livello di CO2 dovrà essere ridotto al livello del 1990. Pertanto, negli ultimi decenni sono state sviluppate diverse soluzioni per sostituire i combustibili fossili come fonte di energia con alternative rinnovabili come l'energia eolica e solare. Il passo successivo dovrebbe essere la sostituzione dei materiali, attualmente basati sui combustibili fossili, con materiali basati su fonti rinnovabili e/o di origine naturale.
Uno dei settori più impegnati nell’economica circolare e che utilizza più risorse bio-based è quello dell'edilizia. Diverse iniziative hanno dimostrato che è possibile costruire in modo sostenibile, ad esempio utilizzando il legno lamellare disposto a strati incrociatoti (CLT cross laminated timber, meglio noto in Italia con il nome X-LAM) come materiale costruttivo al posto del cemento o dell'acciaio. Tuttavia, il CLT e i pannelli di legno analoghi non sono bio-based al 100% in quanto gli adesivi utilizzati tipicamente per incollare i pannelli sono tipicamente di origine fossile. Lo sviluppo di un bio-adesivo per CLT è ad esempio al centro del progetto di ricerca “Connecting Fibers” (Connecting Fibers | NWO).

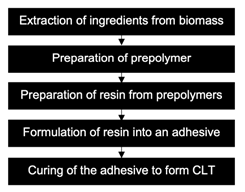
Il processo di preparazione del CLT è costituito da diverse fasi, come illustrato nello schema di figura 2. La fase finale, ovvero la reticolazione dell’adesivo, è un passaggio critico nella formazione del CLT ed è una fase che deve sempre avvenire per valutare le proprietà della resina e delle formulazioni sviluppate nelle fasi precedenti. L'indurimento della resina avviene normalmente in condizioni di pressione controllata e ad alta temperatura.
Nel corso di esperimenti preliminari, la reticolazione è stata eseguita utilizzando un processo controllato solo dalla temperatura, ma senza un controllo fine della pressione applicata si sono osservate grandi variazioni nella resistenza allo sforzo di taglio (lap shear test), uno dei parametri più importanti per il controllo della qualità del CLT. Anche l’applicazione di pressioni troppo basse, ad esempio utilizzando un piccolo peso durante la fase di indurimento della resina, produce risultati non soddisfacenti in quanto i pannelli ottenuti non mostravano un’adeguata resistenza allo sforzo di taglio. I risultati di questa nota applicativa mostrano come l’utilizzo della pressa Fontijne LabManual 50 rappresenti un grande aiuto nello sviluppo di resine bio-based per CLT grazie alla precisione e alla ripetibilità del processo di reticolazione sotto pressione.
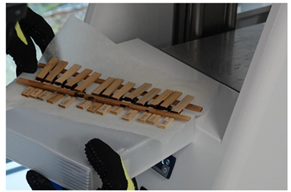
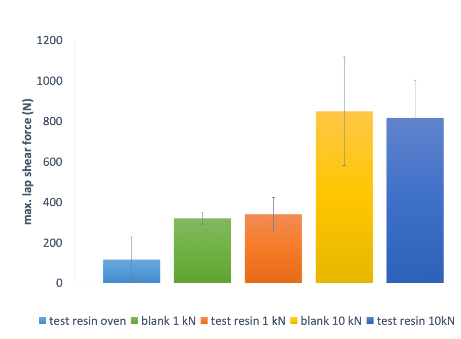
La resina è stata preparata seguendo la procedura pubblicata da Siahkamari et al. (2022), formulate secondo la procedura riportata dagli autori, ma senza utilizzare un estensore in compensato. Le formulazioni in bianco sono state preparate solo con farina e alcali. Circa 0,15 g di formulazione sono stati posti su strisce di prova di bambù (area di circa 1 cm2), e una seconda striscia è stata posta sopra. Le strisce di prova sono state sottoposte a polimerizzazione in un forno a 180°C o utilizzando la pressa Fontijne LabManual 50 a 180°C e applicando forze di chiusura pari a 1 kN o 10 kN. La resistenza allo sforzo di taglio (lap shear force) è stata misurata con un tensile tester e tutti gli esperimenti sono stati realizzati in triplicato. I risultati ottenuti sono riportati in Figura 4.
I risultati del lap shear test dopo la sola polimerizzazione in forno sono incompleti in quanto le strisce di prova si sono staccate già quando sono state inserite nell'apparato di prova, indicando una adesione molto bassa. Ciò dimostra che la pressione è essenziale per ottenere una resistenza allo sforzo di taglio misurabile. Confrontando i risultati delle strisce di prova polimerizzate a 1 kN e 10 kN, è evidente che maggiore è la pressione, migliore è l'adesione. Le variazioni sono ancora piuttosto elevate, ma ciò può essere spiegato dall'imprecisione di lavorare con strisce di prova di piccole dimensioni. Nel caso in cui la pressione non sia controllata (dati preliminari, non mostrati), i risultati mostrano una variazione molto più elevata, superiore al 50%. L'uso della pressa LabManual 50 ha quindi permesso di ridurre la variabilità dei risultati sperimentali. Sono necessari ulteriori studi di ottimizzazione per trovare le impostazioni ottimali, ma questo esperimento mostra il grande vantaggio della funzionalità di controllo accurato della pressione.
In conclusione, l'uso della pressa manuale da laboratorio Fontijne LabManual 50 consente di polimerizzare in condizioni riproducibili, con una conseguente minore variabilità della resistenza allo sforzo di taglio misurata in laboratorio. Ciò è essenziale per lo sviluppo di una resina bio-based, poiché consente di studiare l'effetto dei parametri di processo sulle proprietà finali della resina e della formulazione in modo assolutamente affidabile.
Per maggiori informazioni contattaci: [email protected] – 06 87465556/7 - www.alfatest.it oppure scrivi al nostro specialista: [email protected]
Fonte: Questa nota applicativa è stata redatta e messa a disposizione di Fontijne PResses B.V. da Karin Struijs, Else Kragt, Richèle Wind, COE HAN BioCentre, Lectorate Biobased Innovations, HAN University of Applied Sciences, Nijmegen, Paesi Bassi.

Most read news